Продукти




Прямий ровінг зі скловолокна ECR для намотування нитки
Прямий ровінг для намотування нитки
Ровінг з прямого використання скловолокна ECR для намотування ниток розроблений з використанням армуючого силану для затвердіння та забезпечує швидке змочування, добру сумісність з різними смолами, що забезпечує чудові механічні властивості.
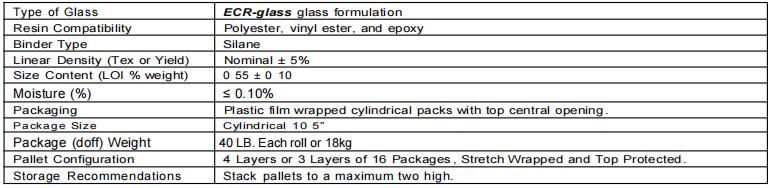
| Код продукту | Діаметр нитки розтягування (мкм) | Лінійна щільність (текс) | Сумісна смола | Прямий ровінг з ECR-скла для намотування нитки. Характеристики продукту та застосування |
| EWT150/150H | 13-35 | 300, 600, 1200, 2400, 4800, 9600 | УП/ВЕ | ※Швидке та повне змочування смолою ※sНизька контактна мережа ※Низький рівень пухнастості ※Відмінні механічні властивості ※Використання для виготовлення труб FRP, резервуарів для зберігання хімікатів |
ДАНІ ПРО ПРОДУКТ
Прямий ровінг для намотування нитки
Ровінг для намотування ниток переважно сумісний з ненасиченими поліефірними, поліуретановими, вініловими, епоксидними та фенольними смолами тощо. Його кінцевий композитний продукт має чудові механічні властивості.
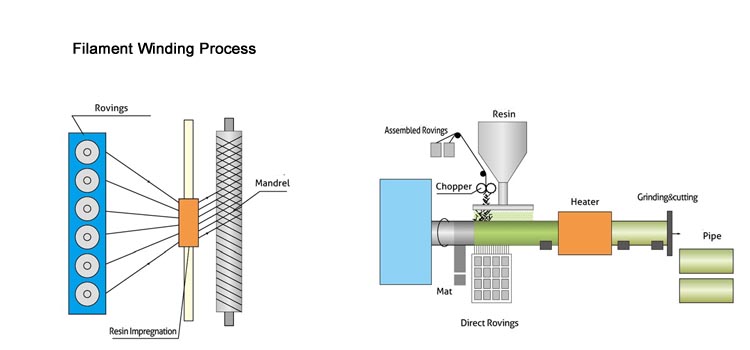
Традиційний процес: безперервні пасма просоченого смолою скловолокна намотуються під натягом на оправку у точних геометричних візерунках для формування деталі, яка затвердіває для формування готових композитів.
Безперервний процес: Кілька шарів ламінату, що складаються зі смоли, армуючого скловолокна та інших матеріалів, наносяться на обертову оправку, яка формується з безперервної сталевої стрічки, що безперервно рухається за допомогою пробкового руху. Композитна деталь нагрівається та твердне на місці, коли оправка рухається по лінії, а потім розрізається на певну довжину за допомогою рухомої відрізної пилки.







